

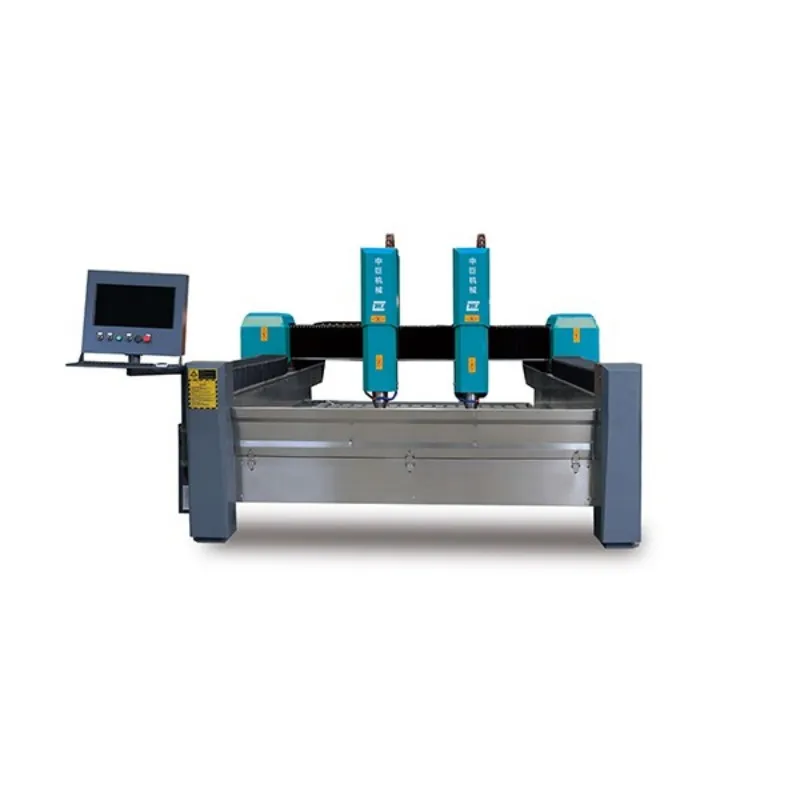
Двухголовочный гравировальный станок
Когда слышишь ?двухголовочный гравировальный станок?, первое, что приходит в голову — удвоенная производительность. Но на практике всё сложнее. Часто заказчики думают, что это просто два одинаковых шпинделя, работающих синхронно над одним массивом. На деле же, истинная сила такого оборудования — в возможности выполнять разные операции одновременно, что требует совершенно иного подхода к проектированию, программированию и даже к выбору заготовки.
Конструкция: где кроются главные компромиссы
Основной вызов при работе с двухголовочными системами — обеспечение независимости и точности каждой головы. Казалось бы, взял две портальные системы и поставил на одну станину. Но тут же встаёт вопрос вибрации и взаимного влияния. Когда одна голова выполняет ударное гравирование, а другая в это же время — тонкую контурную резку, колебания от первой могут сказываться на точности второй. Приходится искать баланс в жёсткости станины и в алгоритмах управления, чтобы минимизировать это влияние.
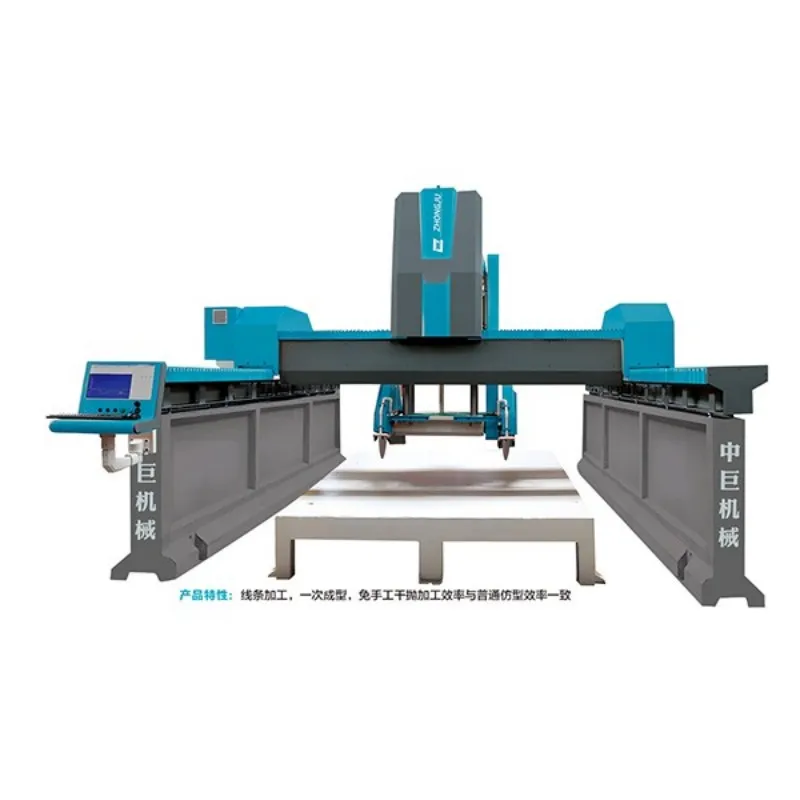
Ещё один нюанс — зона обработки. Нельзя просто взять и поделить рабочее поле пополам. Часто задачи требуют, чтобы обе головы работали на смежных участках одной плиты, например, при создании сложного панно. Здесь критически важна синхронизация перемещений по осям X и Y, иначе стык между фрагментами будет заметен. В некоторых моделях, особенно от проверенных производителей вроде ООО Цюаньчжоу Чжунцзюй Оборудования Производство, эту проблему решают за счёт прецизионных линейных направляющих и общего привода, но это, конечно, сказывается на цене.
Лично сталкивался с ситуацией, когда для экономии поставили два независимых контроллера на одну машину. В теории — гибкость. На практике — кошмар синхронизации. Программы для голов писались отдельно, а запускались ?примерно? одновременно. Результат — постоянный сдвиг по рисунку. Пришлось переходить на систему с единым контроллером, который распределяет задачи, что, по сути, и является правильной архитектурой для настоящего двухголовочного станка.
Программное обеспечение и управление: сердце системы
Если ?железо? — это тело, то ПО — его мозг. И здесь многие, особенно начинающие цеха, допускают ключевую ошибку: используют стандартный софт для одноголовочных станков, просто дублируя управляющую программу. Это тупиковый путь. Настоящая эффективность раскрывается только со специализированным ПО, которое позволяет не просто клонировать задачу, а назначать каждой голове свою, с разными инструментами, скоростями и траекториями.
Например, одна голова может фрезеровать глубокий рельеф твердосплавной фрезой, а вторая — в это же время проходить тот же контур алмазным иглой для чистовой полировки кромки. Программа должна идеально рассчитать не только пути, чтобы головы не столкнулись, но и приоритеты. Что делать, если операции должны пересечься в одной точке? Какая задача имеет высший приоритет? Эти моменты настраиваются вручную, исходя из опыта оператора и специфики материала.
На сайте zjstonemach.ru у производителя ООО Цюаньчжоу Чжунцзюй Оборудования Производство видел в описаниях их станков упоминание собственного программного комплекса, который как раз заточен под такое асинхронное управление. Это важный признак, что компания из Наньаня, что в провинции Фуцзянь, понимает суть вопроса, а не просто собирает железо. В нашем регионе их оборудование постепенно набирает популярность именно за счёт продуманности ?мягкой? части.
Сферы применения: где он действительно незаменим
Говорить, что двухголовочник нужен везде — неправильно. Для серийного производства однотипных табличек он часто избыточен. Его стихия — сложные, комплексные заказы, где время цикла критично. Классический пример — изготовление памятников с портретом и сложным орнаментом. Пока одна голова вырезает буквы, вторая может гравировать портрет. Время производства сокращается почти вдвое, но не ровно в два раза, есть свои технологические паузы.
Ещё одна ниша — обработка крупноформатных плит для интерьера. Допустим, нужно создать декоративную стеновую панель 3 на 2 метра с повторяющимся, но не идентичным узором. Разбиваешь поле на сектора, и каждая голова начинает работу со своего угла, двигаясь навстречу друг другу. Это требует ювелирного планирования, зато экономит часы машинного времени, которые иначе ушли бы на одну голову.
Пробовали как-то использовать его для мелкосерийного производства сувениров из камня. Идея была в том, чтобы на одной плите разместить разные заготовки, и чтобы головы работали каждая над своим набором. Не срослось. Слишком много времени уходило на переналадку и смену инструмента, преимущество в скорости свелось на нет. Вывод: станок эффективен, когда операции длительные и их не нужно часто прерывать.
Проблемы и тонкости эксплуатации
Главная головная боль — износ и калибровка. Две головы — это два независимых узла, которые со временем могут начать ?расходиться? в точности. Регулярная проверка и юстировка — обязательный ритуал. Если на одноголовочном станке небольшая погрешность может быть незаметна, то здесь рассинхронизация даже на десятую долю миллиметра приводит к браку, особенно при стыковке рисунков.
Второй момент — нагрузка на систему охлаждения и пылеудаления. Два шпинделя, работающих на высоких оборотах, генерируют больше тепла и пыли. Стандартная система, рассчитанная на одну голову, может не справиться. Приходится либо модернизировать, либо изначально выбирать модель с запасом по этим параметрам. Помню случай, когда из-за перегрева одного из шпинделей начала ?плыть? точность позиционирования, и целая гранитная плита пошла в брак.
И конечно, квалификация оператора. Работать на таком станке — это не просто нажать кнопку ?Пуск?. Нужно уметь эффективно делить задачу на два параллельных потока, предвидеть возможные коллизии, правильно распределять инструмент. Это уже уровень инженера-технолога, а не просто рабочего. Без этого дорогое оборудование будет простаивать или работать вполсилы.
Выбор оборудования: на что смотреть кроме цены
Когда рассматриваешь предложения на рынке, в том числе и от китайских производителей из того же камнеобрабатывающего кластера Фуцзяни, важно смотреть не на красивые картинки, а на инженерные решения. Как реализована синхронизация осей? Какой тип привода — шарико-винтовые пары или рейки? Какая максимальная нагрузка на каждую голову? От этого зависит, сможет ли станок, например, одновременно и резать толстый гранит, и гравировать мрамор.
Очень рекомендую запрашивать не просто ТТХ, а тестовые программы. Попросите производителя, того же ООО Цюаньчжоу Чжунцзюй Оборудования Производство, предоставить видео, где их станок выполняет не абстрактные движения, а реальную сложную задачу двумя головками. Как он ведёт себя на резких поворотах, как происходит смена инструмента, нет ли вибраций. Это скажет больше, чем любой каталог.
И последнее — сервис и наличие запчастей. Две головы — это в два раза больше потенциальных точек отказа. Убедитесь, что в вашем регионе есть инженеры, которые разбираются в такой технике, и что ключевые компоненты (шпиндели, контроллеры, драйверы) можно получить в разумные сроки. Иначе преимущество в скорости производства может быть перечёркнуто неделями простоя в ожидании детали из-за рубежа.
В итоге, двухголовочный гравировальный станок — это мощный, но специфический инструмент. Он не для всех и не для каждой задачи. Его покупка должна быть осознанным шагом, подкреплённым реальным потоком сложных заказов, где время — деньги. Если эти условия есть, и есть команда, способная его ?приручить?, то он становится не просто станком, а стратегическим активом в конкурентной борьбе.
Соответствующая продукция
Соответствующая продукция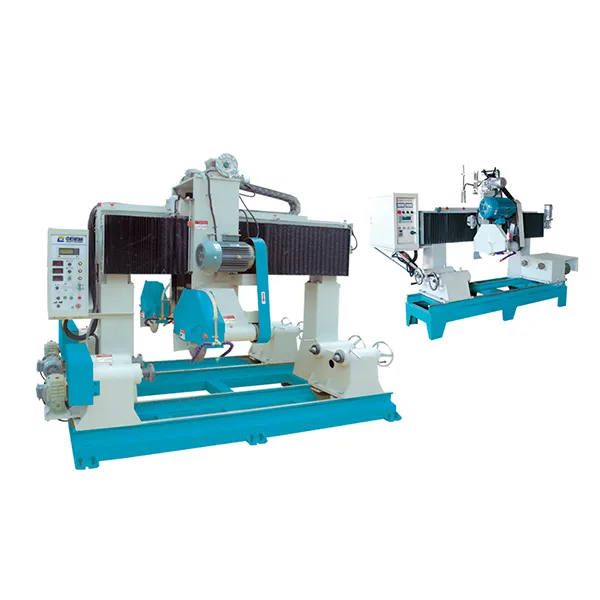



Самые продаваемые продукты
Самые продаваемые продукты-
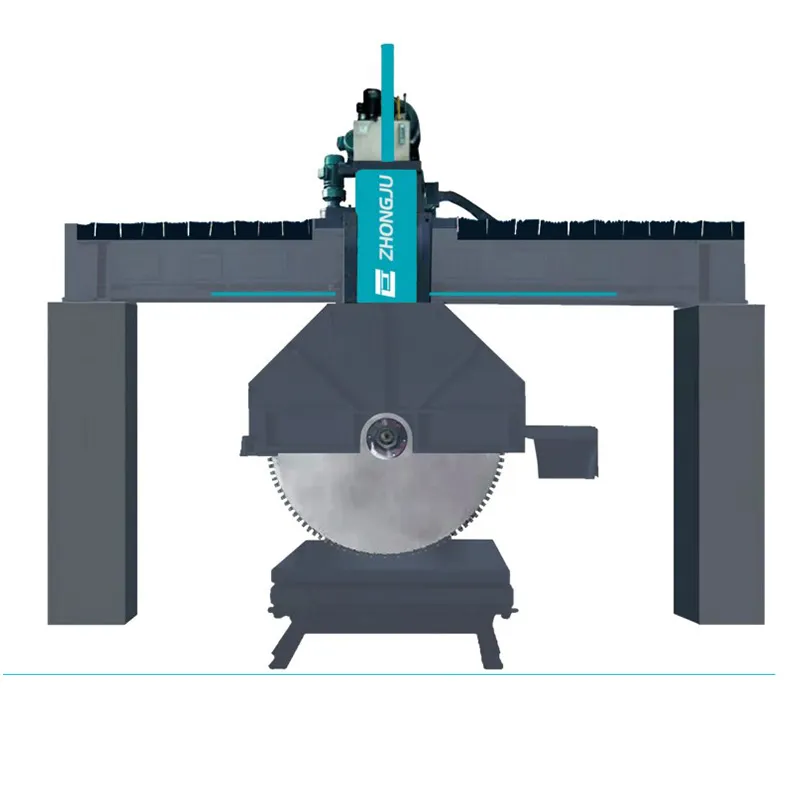
 Четырехстоечная инфракрасная мостовая каменная резательная машина ZJ600-4D
Четырехстоечная инфракрасная мостовая каменная резательная машина ZJ600-4D -
 Двунаправленный камнерез мостового типа
Двунаправленный камнерез мостового типа -
 Цепной токарный станок для камня Оборудование для обработки камня
Цепной токарный станок для камня Оборудование для обработки камня -
 Высокоточная машина для резки камня
Высокоточная машина для резки камня -
 Камнеобрабатывающий станок цепного типа
Камнеобрабатывающий станок цепного типа -
 Мостовая композитная каменная режущая машина, чугунная версия — сверхбольшая модель
Мостовая композитная каменная режущая машина, чугунная версия — сверхбольшая модель -
 Мостовая композитная каменная режущая машина, версия со стальной балкой
Мостовая композитная каменная режущая машина, версия со стальной балкой -
Четырехстоечная инфракрасная мостовая каменная резная машина ZJ800-4D
-
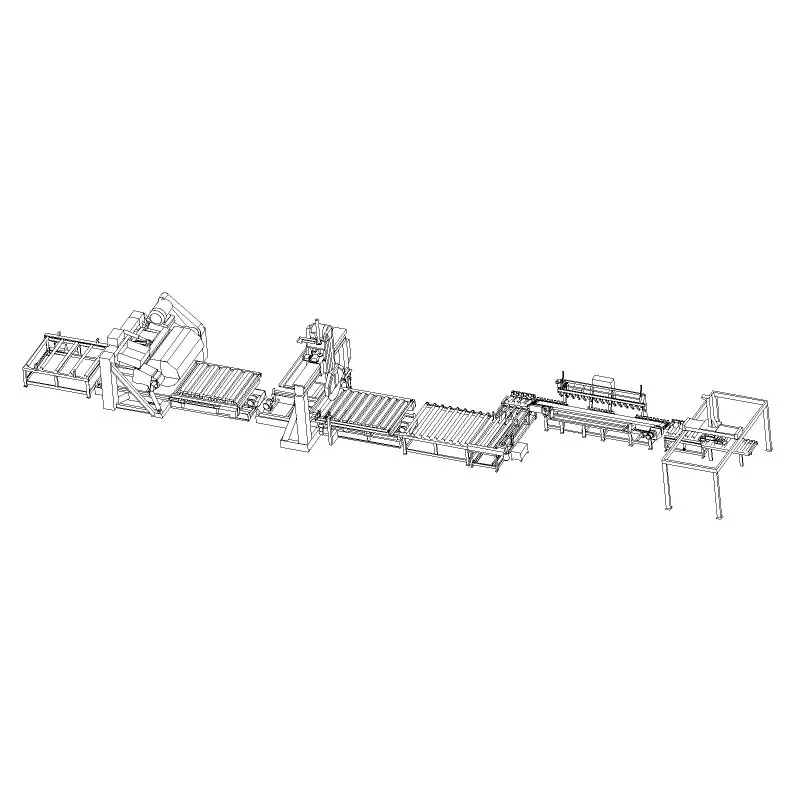
 Компьютерный станок с ЧПУ для резки проволокой специальной формы
Компьютерный станок с ЧПУ для резки проволокой специальной формы -
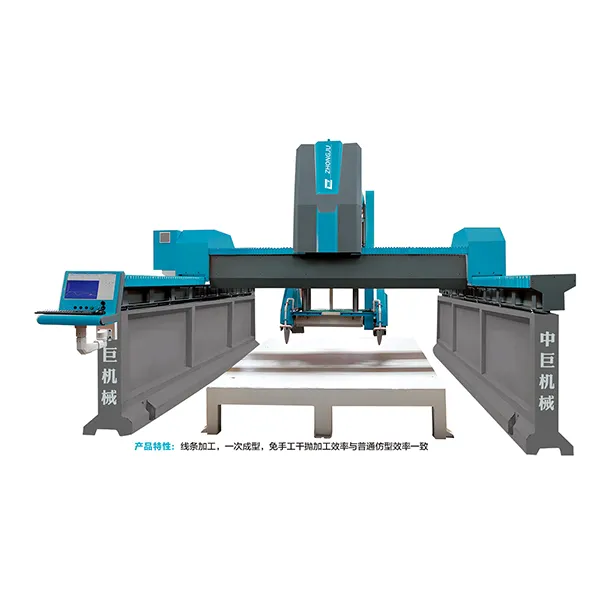
 Четырехосевой интегрированный камнерезный станок мостового типа
Четырехосевой интегрированный камнерезный станок мостового типа -
 Промышленный высокоточный интегрированный станок для профилирования с ЧПУ
Промышленный высокоточный интегрированный станок для профилирования с ЧПУ -
 Ручная полировальная машина, шлифовальная машина
Ручная полировальная машина, шлифовальная машина
Связанный поиск
Связанный поиск- Оборудование для распиловки проволокой шахтного типа
- Фасонный профилировочный станок завод в Китае
- Камнерезный станок для гранита и мрамора
- Машина для полировки известкового камня цена
- Аренда придорожная камнерезная машина
- Станок с ЧПУ для резки травертина
- Стереоскопический гравировальный станок завод
- лазерный гравировальный станок по камню
- Полировальный станок для кварцевого камня
- станок камнерезный elitech ск 400 90р в Китае





