

Лазерный гравировальный станок для памятников по камню
Когда слышишь ?лазерный гравировальный станок для памятников?, многие сразу представляют себе какую-то волшебную машину, которая сама всё делает — загрузил модель, нажал кнопку, и идеальный портрет на граните готов. На практике же всё куда прозаичнее и интереснее. Основная ошибка новичков — думать, что лазер решает все проблемы качества. На деле, сам лазерный гравировальный станок — это лишь часть системы, и его возможности сильно зависят от типа камня, подготовки поверхности и, что самое главное, от правильных настроек мощности и скорости. Я сам долго считал, что чем мощнее лазер, тем лучше, пока не испортил несколько дорогих гранитных заготовок, получив вместо чёткого изображения выгоревшие сколы.
Что на самом деле может лазер по камню, а что — нет
Здесь нужно сразу разделять ожидания и реальность. Лазерная гравировка отлично справляется с нанесением сложных портретов, тонких орнаментов и текстов на полированные поверхности гранита, мрамора, базальта. Контраст достигается за счет точечного изменения структуры камня — он не вырезает материал, как фреза, а скорее ?выжигает? пиксель за пикселем. Но глубина при этом минимальна, это поверхностная маркировка. Для глубокой, рельефной гравировки нужны всё же механические методы. Часто клиенты просят ?вырезать? буквы поглубже, и приходится объяснять разницу в технологиях.
Ключевой параметр, на который стоит смотреть при выборе оборудования — не только мощность в ваттах, а стабильность лазерной трубки и качество системы охлаждения. Дешёвые станки с нестабильным лучем дают разную глубину прожога по углам рабочего поля и по центру. На памятнике это выглядит как пятно — светлее тут, темнее там. Очень неприятный дефект, который уже не исправить. Приходилось сталкиваться с такой проблемой на одной из первых машин, с которой работал. Спасла только кропотливая калибровка и создание карты коррекции мощности для всей площади.
Ещё один нюанс — пыль. При гравировке гранита образуется мелкодисперсная каменная пыль, которая оседает на линзах и направляющих. Если система удаления дыма и пыли (аспирация) слабая, то линзу придётся чистить каждые пару часов, иначе луч рассеивается, качество падает катастрофически. Хороший станок всегда идёт в комплекте с мощным вытяжным вентилятором и правильно спроектированным воздуховодом. Это та деталь, на которой часто экономят, а потом мучаются.
Опыт работы с конкретным оборудованием и поиск надёжного поставщика
В своё время я перепробовал несколько брендов, искал оптимальное соотношение цены и результата. Много времени ушло на эксперименты с настройками для российского камня — тот же габбро-диабаз или карельский гранит ведут себя иначе, чем китайские аналоги. Важно было найти производителя, который не просто продаёт станок, а понимает специфику работы с памятниками и может дать техническую поддержку.
В этом контексте стоит упомянуть компанию ООО Цюаньчжоу Чжунцзюй Оборудования Производство. Они базируются в Наньане, Цюаньчжоу — это, можно сказать, сердце производства камнеобрабатывающего оборудования в Китае. Их сайт — zjstonemach.ru — я нашёл, когда искал станок с увеличенным рабочим полем для крупных горизонтальных памятников. Что важно, они позиционируют себя как высокотехнологичное предприятие с полным циклом от разработки до производства, а не просто сборщики. Для меня это был плюс, так как предполагало возможность кастомизации.
Работая с их специалистами, удалось уточнить ряд моментов по поводу именно гравировки по тёмному полированному граниту. Они не давали шаблонных ответов, а запросили фото материала и пробный файл, чтобы смоделировать настройки на своём тестовом станке. Это уже говорило о практическом подходе. В итоге, выбранная модель показала хорошую стабильность по краям поля, что для портретной гравировки критически важно.
Подготовка материала — то, о чём часто забывают
Можно купить самый продвинутый лазерный гравировальный станок для памятников, но испортить работу на этапе подготовки заготовки. Камень должен быть идеально отполирован. Любая мелкая царапина, невидимая под прямым светом, после лазерной гравировки может проявиться как тёмная полоса или пятно. Перед загрузкой в станок я всегда дополнительно проверяю поверхность под косым светом лампы.
Влажность — ещё один враг. Если камень хранился в сыром помещении или его мыли перед работой и не дали полностью высохнуть, лазерный луч, встречая микроскопические пары воды, даёт неоднородный прогрев. Результат — ?грязная?, размытая гравировка с потеками. Пришлось на собственном горьком опыте вывести правило: заготовка должна акклиматизироваться в цеху не менее суток и быть абсолютно сухой.
И конечно, фиксация. Казалось бы, мелочь. Но если плита даже на полмиллиметра ?играет? из-за непрочного крепления, фокус луча смещается, и резкость теряется. Мы используем вакуумный стол собственной доработки, который надёжно прижимает даже неровные с обратной стороны заготовки. Без этого о высокой детализации можно забыть.
Программное обеспечение и работа с изображением
Станок — это железо. А 70% успеха — это правильная подготовка файла. Большинство софта, идущего в комплекте, довольно примитивно. Оно хорошо для текстов и простых контуров, но для фото на памятник нужно нечто большее. Я давно перешёл на связку профессиональных программ для растровой обработки изображений и специализированного плагина для генерации G-кода. Это позволяет вручную управлять параметрами для разных тональных зон изображения.
Например, тёмные участки портрета нужно гравировать с меньшей мощностью, но большей плотностью точек, чтобы не получить провалы, а светлые — наоборот. Этого не сделает автоматика дешёвого софта. Приходится почти как в фотолаборатории, ?проявлять? изображение на экране, предвидя, как оно ляжет на камень. Это творческий и одновременно технический процесс, который нельзя формализовать.
Здесь снова возвращаюсь к поставщикам. Хорошо, когда производитель, как та же ООО Цюаньчжоу Чжунцзюй Оборудования Производство, предоставляет не просто драйвер, а совместимый SDK или подробный мануал по интеграции с популярными графическими пакетами. Это даёт свободу для тонкой настройки, а не загоняет в рамки стандартного софта. На их сайте я нашёл достаточно технической документации, чтобы понять, как подключить свой софт, что сэкономило массу времени.
Экономика процесса и итоговые мысли
Вложения в хороший лазерный гравировальный станок для памятников окупаются не скоростью, а качеством и возможностью брать сложные, дорогие заказы. Можно купить дешёвый аналог и штамповать простые надписи, но рынок этого не ценит. А вот способность выполнить тонкий портрет, который будет выглядеть как живая фотография, — это уже другой ценовой сегмент и репутация.
Стоит ли гнаться за максимальной мощностью? Для камня, на мой взгляд, оптимальный диапазон — 80-120 Вт. Больше — это уже избыточно для поверхности, выше риск сколов, да и стоимость станка и его эксплуатации (замена трубок) растёт в разы. Надёжность и точность механики часто важнее пиковой мощности.
В итоге, выбор такого станка — это не покупка бытового прибора. Это инвестиция в технологию, которая требует глубокого погружения, готовности экспериментировать и учиться на своих ошибках. И конечно, важно иметь дело с поставщиком, который сам разбирается в камне и готов быть не просто продавцом, а техническим партнёром. Как показывает практика, в том числе и опыт взаимодействия с производителями из того же Цюаньчжоу, именно такой подход позволяет выйти на стабильно высокий уровень качества гравировки на камне.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Пятиосевой мостовой интегрированный станок для резки камня Оборудование для обработки камня
Пятиосевой мостовой интегрированный станок для резки камня Оборудование для обработки камня -
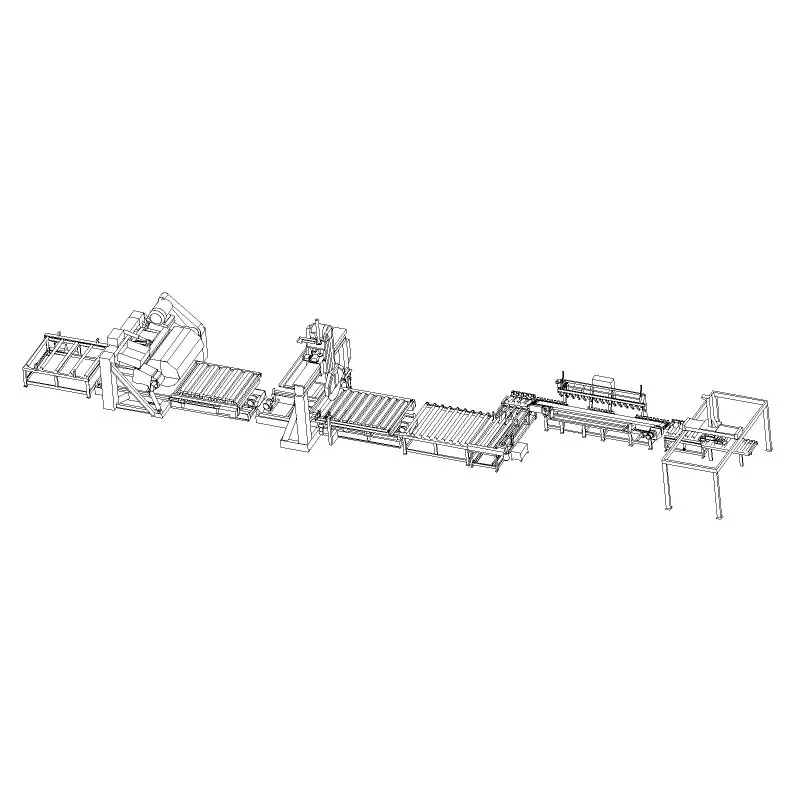 Полностью автоматизированная линия по производству бордюрных камней Оборудование для обработки камня
Полностью автоматизированная линия по производству бордюрных камней Оборудование для обработки камня -
 Портальный четырехколонный станок для профилирования балюстрад
Портальный четырехколонный станок для профилирования балюстрад -
 Ручная машина для раскалывания камня подковообразной формы
Ручная машина для раскалывания камня подковообразной формы -
 Станок для обрезки и резки камня для бесплодного каменного материала
Станок для обрезки и резки камня для бесплодного каменного материала -
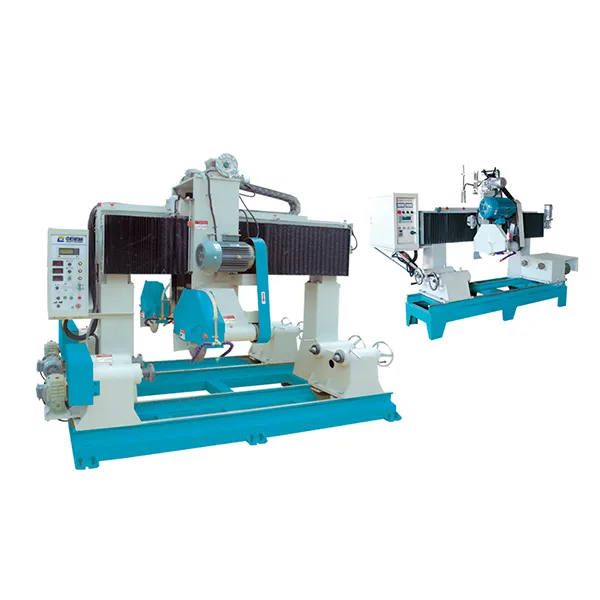 Станок для профилирования балюстрад
Станок для профилирования балюстрад -
 Машина для формирования трещин во льду
Машина для формирования трещин во льду -
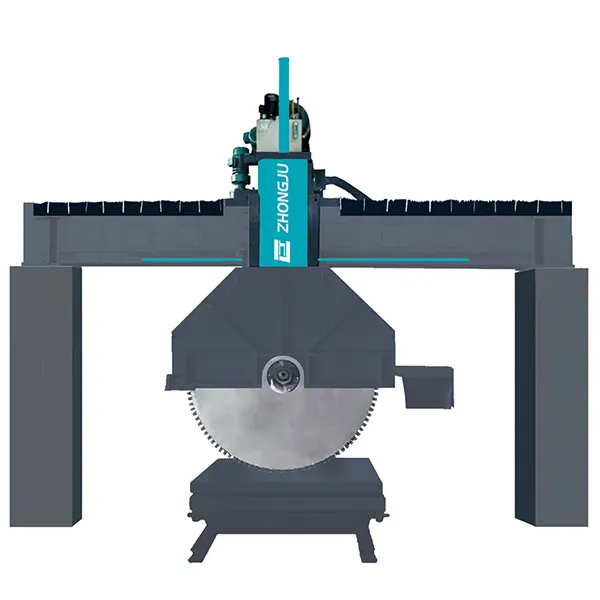 Тип моста одно лезвие камень пилы машина
Тип моста одно лезвие камень пилы машина -
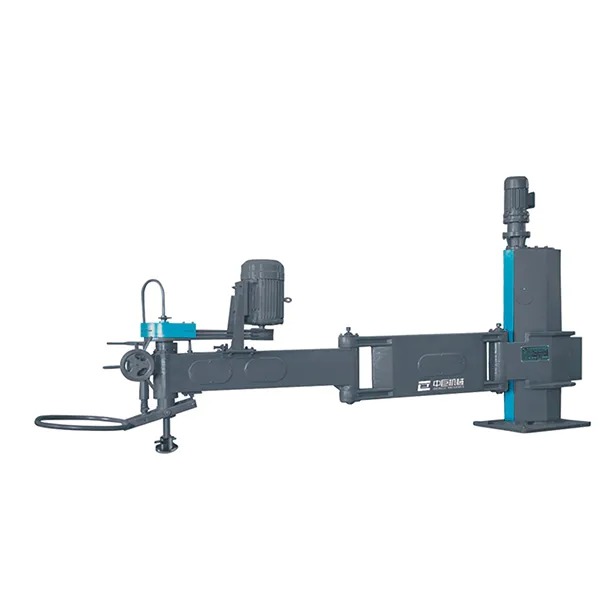 Ручной полировальный станок
Ручной полировальный станок -
 Мостовая композитная каменная режущая машина, чугунная версия, стандартная модель
Мостовая композитная каменная режущая машина, чугунная версия, стандартная модель -
 Промышленный высокоточный двухбалочный станок для профилирования с ЧПУ
Промышленный высокоточный двухбалочный станок для профилирования с ЧПУ -
 Инфракрасный мостовой тип камнерезной машины
Инфракрасный мостовой тип камнерезной машины
Связанный поиск
Связанный поиск- камнерезный станок аренда завод
- Станок для распиловки дуговой проволоки в Китае
- Фреза для резки песчаника цена
- Каменная полировальная машина завод в Китае
- Мостовой профилировочный станок поставщик в Китае
- Гравировальный станок по камню
- Купить станок для полировки плит
- Китайский станок для полировки плит
- Инструкция по эксплуатации Станок для резки гранитных планок по камню
- Добыча двойной нож камень резки машина поставщик в Китае





