

Полировальный станок для травертина
Когда слышишь ?полировальный станок для травертина?, многие сразу представляют универсальный мостовой станок, но это не всегда верно. Травертин — материал капризный, с пористой структурой, и стандартный подход здесь часто подводит. Я сам через это проходил, пытаясь отполировать образец на оборудовании для гранита — получилась матовая, ?замыленная? поверхность, хотя диск был вроде бы свежий. Именно тогда стало понятно, что для травертина нужен особый подход, и станок — лишь часть уравнения.
Почему травертин — это отдельная история
Главная ошибка — считать, что если станок хорошо работает с мрамором, то и с травертином справится. Структура другая. Травертин мягче, но неоднороден, в нем естественные пустоты и прожилки. Если подача головки или давление будут как для мрамора, можно либо ?запарить? поверхность, перекрыв поры полировальной пастой, либо вырвать кусок по хрупкой линии. Нужна более точная регулировка давления и, часто, специальная последовательность головок.
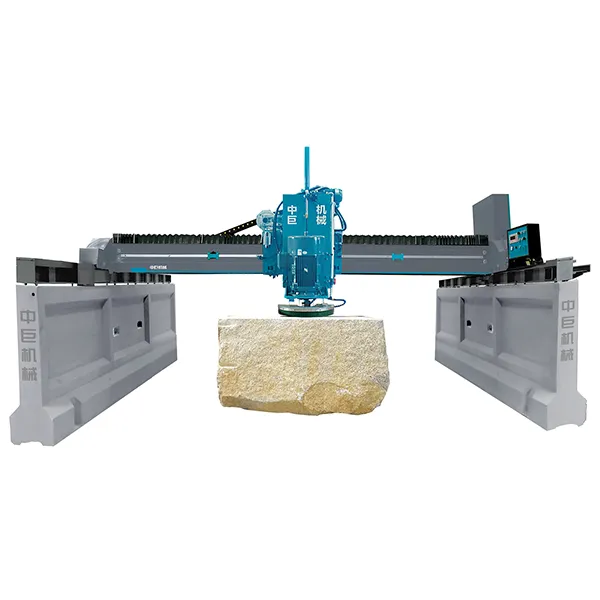
Вот, к примеру, на одном из объектов мы использовали станок с частотным регулированием скорости вращения шпинделя. Это оказалось ключевым. Для начальных ступеней шлифовки, чтобы снять ?задиры? после пилы, скорость была ниже, а для финишного блеска — выше, но с минимальным давлением. Без такой гибкости получить равномерный глянец по всей плите, особенно если попадается участок с большими порами, практически невозможно.
Еще один нюанс — охлаждение. Водяное охлаждение обязательно, но его количество нужно точно дозировать. Избыток воды приводит к тому, что шлам от полировки забивает поры травертина, и потом его оттуда не вытащить. Получаются темные пятна. Приходилось настраивать систему подачи воды так, чтобы она была достаточной для охлаждения алмазного инструмента, но не создавала излишней ?грязи?. Это тонкая балансировка, которой нет в инструкциях.
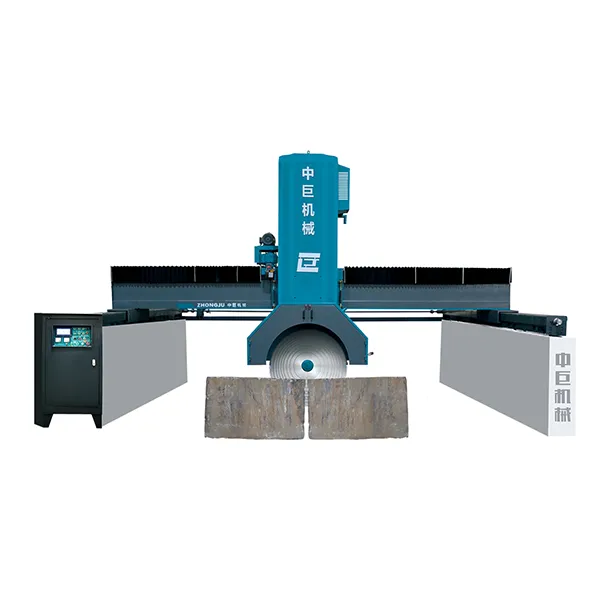
Критерии выбора станка: на что смотреть помимо паспорта
Мощность и размер столешницы — это очевидно. Но для травертина критична стабильность и плавность хода портала. Любой люфт или вибрация сразу отпечатаются на поверхности в виде волны или ?проглаженных? полос. Хорошо показывают себя станки с сервоприводами и прецизионными направляющими. Они, конечно, дороже, но ремонт испорченной плиты травертина большого формата обойдется еще дороже.
Система управления. Желательно, чтобы была возможность программировать отдельные полировальные головки. Почему? Потому что для заделки пор иногда используют специальные смолы, и участок со смолой требует иного режима полировки, чем чистый камень. Если все головки работают в одном режиме, можно повредить этот участок.
Кстати, о головках. Крепление инструмента — мелочь, но важная. Быстросъемные системы, например, как на некоторых моделях от ООО Цюаньчжоу Чжунцзюй Оборудования Производство, экономят массу времени при переходе с шлифовки на полировку. На их сайте zjstonemach.ru видно, что они как раз из региона, который глубоко погружен в нюансы камнеобработки. Их оборудование часто проектируется с учетом таких практических деталей, что ценно.
Инструмент и оснастка: без них станок — просто железо
Самый дорогой полировальный станок для травертина не даст результата с неправильными дисками. Тут нельзя экономить. Для травертина нужны алмазные гибкие диски (обычно серии A или мягкие связки), которые не ?зажигают? камень. Жесткие диски для гранита будут рвать поверхность. Мы однажды попробовали сэкономить, поставив диски от другого проекта — в итоге пришлось снимать 3 мм материала, чтобы убрать глубокие царапины.
Последовательность grit — это святое. Прыгать с 50-го на 800-й — бессмысленно. Нужна плавная прогрессия: 50, 100, 200, 400, 800, 1500, 3000, а потом уже войлочные или полимерные головки с пастой. Пропуск даже одной ступени, особенно на мягком травертине, потом виден под углом.
И да, полировальные пасты. Оксидные пасты (оловянная, циркониевая) — классика. Но для травертина с открытыми порами иногда лучше показывают себя специальные полимерные составы, которые меньше забиваются в поры. Их сложнее смывать, но итоговый вид без пятен того стоит. Это к вопросу о том, что технология — это не только станок, а комплекс.
Из практики: частые проблемы и их решения
Пятнистость после полировки. Самая частая головная боль. Как я уже упоминал, часто причина в забитых порах. Решение — не только регулировка воды, но и предварительная пропитка плиты. Иногда помогает легкая обработка перед полировкой специальными проникающими составами, которые укрепляют поверхностный слой. Но тут важно не переборщить, иначе камень потеряет естественный вид.
Волна на поверхности. Если станок исправен, проверьте основание, на котором он стоит. Бетонный пол должен быть идеально ровным. Мы столкнулись с этим на старой площадке — станок стоял хорошо, но из-за просевшего пола в центре цеха появлялась едва заметная дуга на каждой плите. Пришлось делать новый фундамент.
Разный блеск на разных плитах из одной партии. Травертин — природный материал, и плотность может отличаться даже в пределах одного блока. Автоматика — это хорошо, но окончательную настройку давления для каждой новой пачки плит лучше делать вручную, по контрольному образцу. Полная автоматизация здесь иногда вредит.
Оборудование в контексте: почему важна ?родословная? производителя
Когда выбираешь полировальный станок, смотришь не только на теххарактеристики. Важно, понимает ли производитель, для чего именно будет использоваться его машина. Компании, которые находятся в центрах камнеобработки, как ООО Цюаньчжоу Чжунцзюй Оборудования Производство из Наньаня (Цюаньчжоу), часто имеют преимущество. Этот регион — не просто ?родина оборудования?, там сосредоточены практики, которые десятилетиями решают реальные задачи. Их инженеры могут предложить модификации именно под травертин, например, дополнительный модуль вакуумного фиксирования для тонких плит или особую конфигурацию головок.
На их сайте видно, что они занимаются не просто продажей, а исследованиями и разработкой. Для такого материала, как травертин, это критически важно. Готовый станок с конвейера может не учесть всех нюансов, а производитель с опытом может доработать его под конкретный цех. Это то, что не измерить в киловаттах.
В конце концов, работа с травертином — это ремесло. Полировальный станок для травертина — ваш главный инструмент, но он требует понимания материала. Лучшие результаты всегда получаются там, где есть симбиоз надежного, правильно подобранного оборудования, качественного расходника и, что немаловажно, оператора, который чувствует камень. Без этого последнего звена даже самая продвинутая машина — просто точный исполнитель неверных команд.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Версия со стальной балкой
Версия со стальной балкой -
 Тип моста плита дно камень резки машина
Тип моста плита дно камень резки машина -
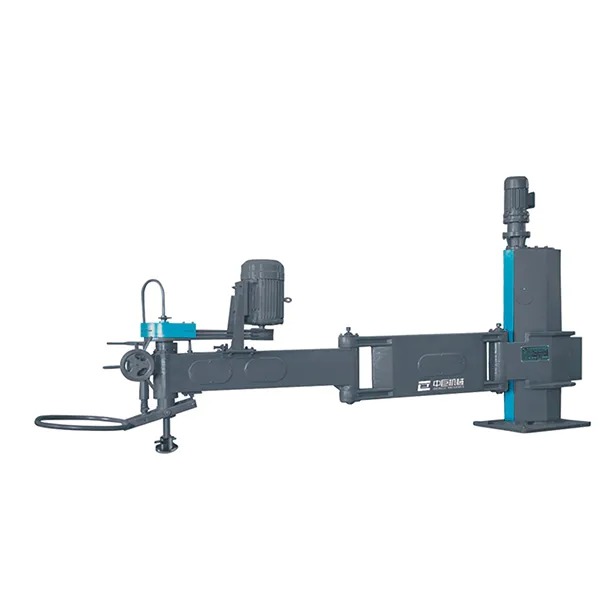 Ручной полировальный станок
Ручной полировальный станок -
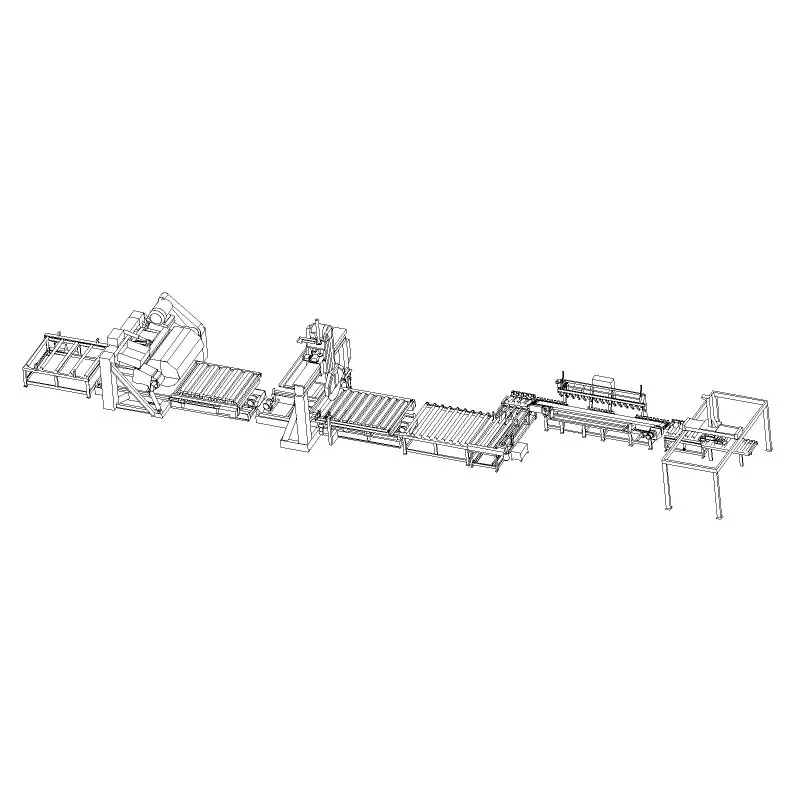 Полностью автоматизированная линия по производству бордюрных камней Оборудование для обработки камня
Полностью автоматизированная линия по производству бордюрных камней Оборудование для обработки камня -
 Мостовой станок для резки плинтусов Высокоточное оборудование для обработки камня
Мостовой станок для резки плинтусов Высокоточное оборудование для обработки камня -
 Промышленный высокоточный интегрированный станок для профилирования с ЧПУ
Промышленный высокоточный интегрированный станок для профилирования с ЧПУ -
 Автоматическая полировальная машина для гранитных плит, машина для непрерывного шлифования
Автоматическая полировальная машина для гранитных плит, машина для непрерывного шлифования -
 Камнеобрабатывающий станок цепного типа
Камнеобрабатывающий станок цепного типа -
 Трехосная мостовая интегрированная машина для резки камня Оборудование для обработки камня
Трехосная мостовая интегрированная машина для резки камня Оборудование для обработки камня -
 Тип моста одно лезвие камень пилы машина
Тип моста одно лезвие камень пилы машина -
 Двухбалочный профилировочный станок с ЧПУ
Двухбалочный профилировочный станок с ЧПУ -
 Гранитная плита автоматическая полировальная машина
Гранитная плита автоматическая полировальная машина
Связанный поиск
Связанный поиск- Придорожная камнерезная машина завод в Китае
- станок для резки камня на авито производитель в Китае
- Алмазная башенная пила для резки камня
- Автоматический гравировальный станок производитель в Китае
- fubag станок для резки камня производитель в Китае
- Профилировочный станок для мрамора оптом
- лазерно ударный гравировальный станок по камню в Китае
- Станок для полировки плит из камня
- Мостовой станок для резки травертина
- Полировальная машина для полировки каменных полос





