

Станок для гидроабразивной резки камня
Когда слышишь ?гидроабразивная резка камня?, многие сразу представляют мощную струю, которая режет всё на свете. На деле же, ключевое здесь — не давление воды само по себе, а именно управляемый, стабильный процесс, где каждый параметр — от зернистости гранатового песка до износа сопла — влияет на итог. Частая ошибка — думать, что купил станок для гидробразивной резки камня, загрузил плиту и получил идеальный рез. Реальность куда капризнее.
От теории к цеху: где начинаются настоящие проблемы
В спецификациях пишут про точность в доли миллиметра и чистоту реза. Но когда запускаешь первую гранитную плиту на новом оборудовании, особенно если это модель с ЧПУ от какого-нибудь нового производителя, сталкиваешься с вещами, о которых в брошюрах умалчивают. Например, вибрация портала при обратном ходе, которая оставляет едва заметные волны на кромке. Или забивание абразивной линии при переходе на более влажный песок. Это не брак, это — особенности настройки и эксплуатации.
У нас был опыт с аппаратом, где система фильтрации воды оказалась слабовата для нашего местного абразива с высокой долей пылевой фракции. Конусность реза на толщине 60 мм выходила за допустимые по нашему ТУ рамки. Пришлось самим дорабатывать — ставить дополнительный отстойник и экспериментировать со скоростью подачи абразива. Производитель, кстати, отреагировал и в следующих модификациях этот узел усилили. Речь о станках для гидроабразивной резки от ООО Цюаньчжоу Чжунцзюй Оборудования Производство — их техника в целом надежна, но как и любая, требует ?обкатки? под конкретные условия цеха.
Именно поэтому я всегда советую смотреть не на паспортные данные, а на возможность тонкой регулировки. Насколько гибко можно настроить скорость реза, давление, подачу абразива отдельно для мрамора, гранита или, скажем, оникса. Последний, кстати, из-за своей слоистости — настоящий тест на качество реза. Малейшая рассинхронизация — и получаешь скол.
Абразив и вода: экономика, которую не учтешь в калькуляторе
Самая большая статья расходов после самого станка — это абразив. Многие экономят, покупая дешевый гранатовый песок с нестабильной гранулометрией. Итог — быстрый износ уплотнителей, труб высокого давления и, что главное, нестабильное качество реза. Заметил такую закономерность: на дешевом абразиве сопло из рубиновой или сапфировой вставки живет в 1.5-2 раза меньше. А его замена — это и время, и деньги.
Вода — второй момент. Казалось бы, что может быть проще? Но если в системе водоподготовки не убрать соли и примеси, они будут работать как дополнительный, неконтролируемый абразив, убивая компоненты системы высокого давления. Мы перешли на систему с двойным циклом очистки и рециркуляцией, и межремонтный интервал насосной станции заметно вырос.
Здесь стоит отметить подход некоторых производителей, которые предлагают комплексные решения. На том же сайте zjstonemach.ru видно, что ООО Цюаньчжоу Чжунцзюй Оборудования Производство акцентирует внимание не только на станках, но и на совместимости с расходниками и системой подготовки. Для их станков гидроабразивной резки часто рекомендуют конкретные марки абразива, с которыми проводились испытания. Это не реклама, а практический совет, который сбережет нервы.
ЧПУ: когда программное обеспечение важнее железа
Мощный портал и надежный насос — это лишь половина дела. ?Мозги? станка, его ПО и постпроцессор, определяют, насколько сложный контур ты сможешь вырезать без потери точности. Бывало, присылали файлы от дизайнеров с миллионами коротких векторов — старый блок управления просто ?зависал?, пытаясь их обработать. Пришлось обучать клиентов правильной подготовке векторной графики под гидроабразив.
Современные системы, особенно в станках среднего и высокого класса, уже лишены этих проблем. Они могут интерполировать сложные кривые на лету. Но появилась другая тонкость — управление оборотами насоса в зависимости от скорости движения режущей головки. Резкое замедление на углу должно сопровождаться синхронным снижением давления, иначе будет перерасход абразива и перегрев материала в точке реза. Не все контроллеры это умеют делать плавно.
На своем опыте скажу, что иногда проще и дешевле взять станок с хорошим, ?открытым? ЧПУ, к которому можно подключить сторонний софт для оптимизации раскроя, чем покупать полностью закрытую систему с ограниченным функционалом, даже если она изначально встроена в станок для резки камня.
Безопасность и эргономика: то, о чем вспоминают после инцидента
Шум, брызги с абразивом, движущийся с большой скоростью портал — цех с гидроабразивкой не самое безопасное место. Производители обязаны ставить защитные кожухи, блокировки и световые завесы. Но в погоне за удобством обслуживания операторы иногда эти блокировки отключают. Видел, как на одном производстве снимали кожух с рабочей зоны, чтобы быстрее менять листы. Чревато.
Эргономика — это про то, насколько быстро и безопасно оператор может загрузить плиту весом в несколько сотен килограмм, выставить ее, запустить программу и выгручить готовые детали. Наличие поворотной оси (5-я ось) — это не просто фишка для сложных объемных деталей. Это часто способ избежать ручного переворота тяжелой заготовки, то есть прямая профилактика травм.
Китайские производители, такие как ООО Цюаньчжоу Чжунцзюй Оборудования Производство, расположенная в Наньане, родном городе камнеобрабатывающего оборудования, в последних поколениях своих машин уделяют этому много внимания. Усиленные конструкции, продуманные системы выгрузки отходов, кабины оператора с шумоизоляцией. Это уже не просто станок, а рабочее место.
Что в итоге? Выбор — это всегда компромисс
Идеального станка для гидроабразивной резки камня не существует. Для мастерской, которая режет в основном плитку и столешницы простой формы, избыточна будет дорогая машина с 5-осевой головой. А для предприятия, делающего архитектурные элементы и сложные панно, маломощный насос и слабый портал станут узким местом.
Главный совет — четко определить 80% своих задач. Под них и подбирать. И обязательно требовать тестовый рез на своем материале, с его толщиной и сложностью контура. Никакие видео с YouTube не заменят личного наблюдения за тем, как ведет себя станок в работе, как звучит, как ведет себя струя на выходе из реза.
Технология гидроабразивной резки — это инструмент невероятных возможностей. Но, как и любой сложный инструмент, он требует уважения, понимания его природы и готовности вникать в детали. Только тогда он перестает быть ?черным ящиком?, который что-то там режет, и становится предсказуемым и точным продолжением рук мастера.
Соответствующая продукция
Соответствующая продукция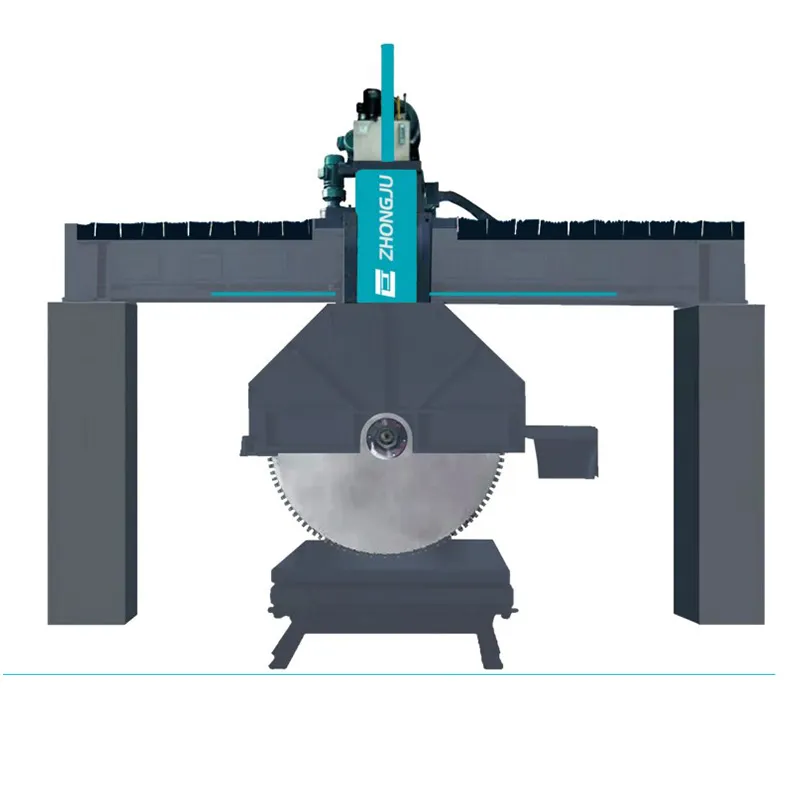







Самые продаваемые продукты
Самые продаваемые продукты-
 Пятиосевой мостовой интегрированный станок для резки камня Оборудование для обработки камня
Пятиосевой мостовой интегрированный станок для резки камня Оборудование для обработки камня -
 Многопозиционная автоматическая полировальная машина для надгробий
Многопозиционная автоматическая полировальная машина для надгробий -
 Инфракрасный мост типа центральный резак
Инфракрасный мост типа центральный резак -
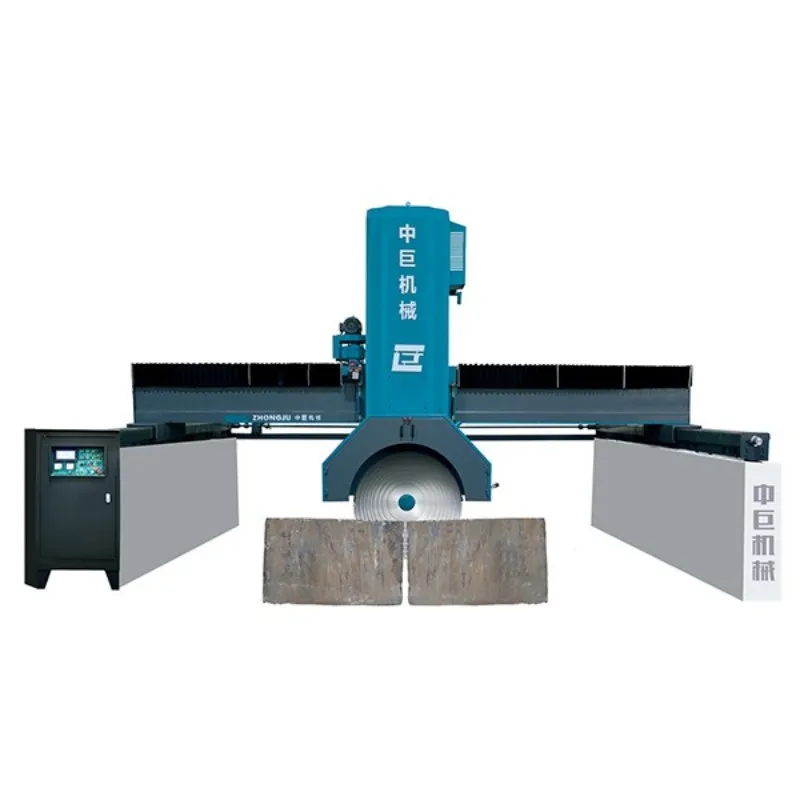
 Тип моста одно лезвие камень пилы машина
Тип моста одно лезвие камень пилы машина -
 Четырехосевой интегрированный камнерезный станок мостового типа
Четырехосевой интегрированный камнерезный станок мостового типа -
 Мостовая композитная каменная режущая машина, версия со стальной балкой
Мостовая композитная каменная режущая машина, версия со стальной балкой -
 Четырехстоечная инфракрасная мостовая каменная резная машина ZJ800-4D
Четырехстоечная инфракрасная мостовая каменная резная машина ZJ800-4D -
 Машина для формирования трещин во льду
Машина для формирования трещин во льду -
 Мостовая композитная каменная режущая машина, чугунная версия — сверхбольшая модель
Мостовая композитная каменная режущая машина, чугунная версия — сверхбольшая модель -
 Кромкообрезной станок для обработки камня Оборудование для обработки камня
Кромкообрезной станок для обработки камня Оборудование для обработки камня -
 Автоматическая полировальная машина для гранитных плит, машина для непрерывного шлифования
Автоматическая полировальная машина для гранитных плит, машина для непрерывного шлифования -
 Мостовой станок для резки плинтусов Высокоточное оборудование для обработки камня
Мостовой станок для резки плинтусов Высокоточное оборудование для обработки камня
Связанный поиск
Связанный поиск- станок для резки искусственного камня завод в Китае
- Станок для резки гранита производитель
- Станок для резки известкового камня
- Станок для распиловки мостовой проволоки цена
- купить станок для резки камня водой оптом
- программное обеспечение для 5-осевой камнерезный станок
- Пятиосевой станок для распиловки проволоки завод
- Мобильный станок для резки известкового камня
- Полировальный станок для кварцевого камня производитель в Китае
- Фасонный профилировочный станок производитель





