

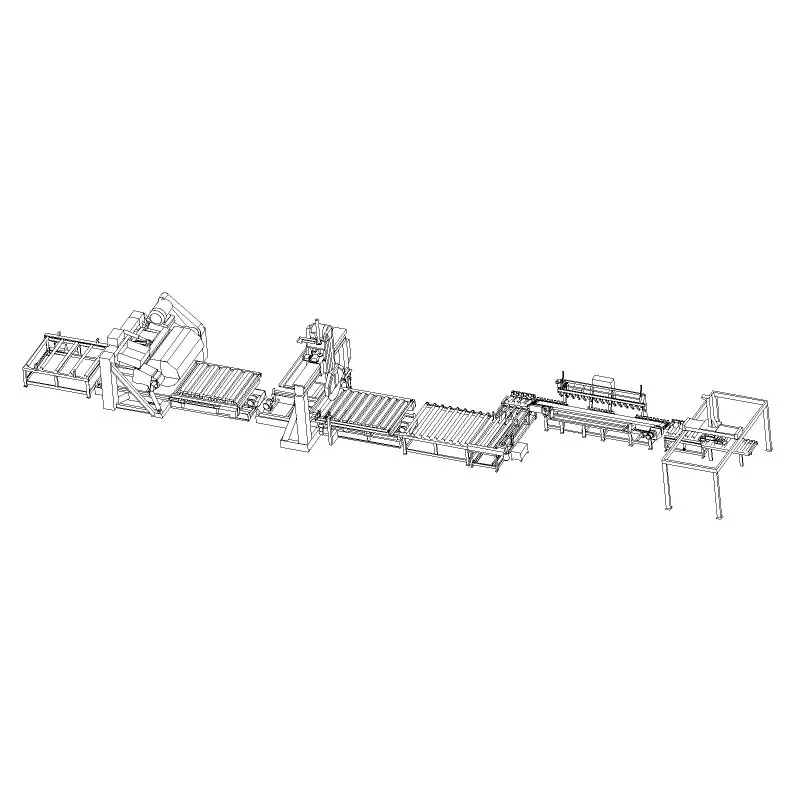
Четырехосевая канатная пила
Когда слышишь ?четырехосевая канатная пила?, многие сразу думают о сложном цифровом управлении и абсолютной точности. Но на практике, ключевой момент часто лежит не в количестве осей, а в том, как они работают вместе и как это сочетается с реальным камнем, который никогда не бывает идеальным. Это не волшебная палочка, а инструмент, требующий понимания.
От концепции к реальной резке: где кроются нюансы
Основная идея четвертой оси — это не просто возможность резать под переменным углом. Речь идет о компенсации износа алмазного каната и о поддержании геометрии реза при работе с блоками неправильной формы. На бумаге все гладко: задал траекторию — получил деталь. В цеху же первый же блок с внутренним напряжением может внести коррективы.
Я помню, как на одном из первых запусков оборудования от ООО Цюаньчжоу Чжунцзюй Оборудования Производство столкнулись с казалось бы необъяснимой вибрацией. Система управления показывала идеальные параметры, но рез шел волной. Оказалось, что проблема была в неочевидном моменте: алгоритм синхронизации движения осей при изменении угла не учитывал инерцию самой массивной каретки с натяжным механизмом. Это был тот случай, когда теория отстала от практики.
Именно поэтому сейчас, глядя на модели, например, на сайте zjstonemach.ru, я в первую очередь смотрю не на максимальные углы наклона, а на то, как реализована система обратной связи по усилию резания и как быстро сервоприводы реагируют на команду коррекции. Это и есть та самая ?высокотехнологичность?, о которой заявляет компания из Наньаня — не в количестве кнопок, а в интеллекте системы, предотвращающей сколы на дорогом материале.
Калибровка и ?чувство? материала: то, чему не научат в мануале
Любой оператор скажет, что новая четырехосевая канатная пила режет иначе, чем та, что прошла обкатку в 200-300 часов. Механика притирается, появляются свои особенности. Важнейший ритуал — это калибровка нулей всех осей, особенно оси вращения блока (B-axis). Если здесь есть даже минимальный люфт или смещение, про точность сложных объемных фигур можно забыть.
У нас был опыт работы с гранитом, где требовалась фигурная резка для элементов фасада. Чертежи были безупречны. Но после первой же заготовки стало ясно, что расчетный путь каната не совпадает с реальным из-за разной абразивности породы в пределах одного блока. Пришлось вручную вносить поправки в управляющую программу, по сути, ?обучая? станок конкретному материалу. Это та самая работа, которую не заменят стандартные настройки.
Здесь как раз и важна надежность механической части. Если станина и направляющие не обладают достаточным запасом жесткости, все эти тонкие настройки теряют смысл — станок будет ?гулять?. В спецификациях на zjstonemach.ru часто делают акцент на использовании литых станин и прецизионных направляющих, и это не маркетинг. Это основа для той самой точности, за которую платят деньги.
Вода, эмульсия и проблема охлаждения в трехмерном резе
Казалось бы, система охлаждения — вещь второстепенная. Но в случае с четырехосевой канатной пилой она становится головной болью. При изменении угла реза струя воды, идеально попадавшая в пропил в горизонтальном положении, может начать бить мимо. Это ведет к перегреву алмазного каната, его ускоренному износу и, что хуже, к тепловой деформации самого камня, особенно мрамора.
Мы перепробовали несколько конфигураций сопел — стационарные, подвижные, с веерным распылом. Остановились на комбинированном варианте: основное стационарное сопло плюс дополнительное, закрепленное на каретке, которое меняет угол вместе с пильной рамой. Решение простое, но его нет в стандартной комплектации большинства станков. Приходится дорабатывать самим.
Это типичный пример того, как специфика работы в ?родном городе камнеобрабатывающего оборудования?, том же Наньане, где сконцентрированы производства вроде ООО Цюаньчжоу Чжунцзюй Оборудования Производство, позволяет быстрее находить такие практические решения. Обратная связь от множества цехов быстро превращается в модернизацию следующих партий оборудования.
Экономика процесса: когда дополнительные оси окупаются, а когда нет
Не каждый проект требует всех четырех осей. Часто заказчики, очарованные технологичностью, переплачивают за функционал, который будет использоваться на 5%. Главный вопрос: как часто вам нужно резать сложные гнутые поверхности или делать точные композитные углы в одном блоке? Если это штучные заказы, возможно, дешевле и эффективнее использовать комбинацию обычной двухосевой пилы и ручного труда на финише.
Окупаемость четырехосевой канатной пилы проявляется при серийном производстве архитектурных элементов, сложных ступеней, скульптурных заготовок. Там, где повторяемость и точность экономят часы дорогостоящей постобработки. Мы считали на конкретном примере с производством балясин для лестниц. Ручная доводка одной единицы занимала около 3 часов. После наладки и написания программы для четырехосевого станка время постобработки сократилось до 20-30 минут. Вот где математика становится очевидной.
При выборе станка стоит смотреть не на максимальную сложность детали, которую он может вырезать в теории, а на то, насколько он устойчив и быстр в выполнении ваших типовых, наиболее частых операций. Иногда простая и надежная двухосевая машина принесет больше прибыли, чем навороченная, но капризная четырехосевая.
Будущее: интеграция и ?цифровой слепок?
Сейчас тренд — это даже не увеличение количества осей, а глубокая интеграция станка в цифровую цепочку. Идеал — когда 3D-модель из конструкторского бюро напрямую, без промежуточных пересчетов и ручного программирования, идет на четырехосевую канатную пилу. Система сама оптимизирует траекторию реза, учитывая толщину каната (так называемый kerf) и прочность материала.
Некоторые производители, включая китайские заводы из того же региона Фуцзянь, уже предлагают подобные программные комплексы. Вопрос в их ?интеллекте?: насколько хорошо алгоритм предугадывает поведение реального, а не идеального материала. Пока что финальное слово и корректировка часто остаются за опытным оператором.
В итоге, четырехосевая канатная пила — это мощный, но требовательный инструмент. Ее преимущества раскрываются не при покупке, а в процессе тонкой настройки и накопления опыта работы именно на ней. Это не станок ?включил и забыл?. Это, скорее, сложный музыкальный инструмент, мастерство игры на котором определяет качество конечного продукта. И компании, которые понимают эту философию, как та же ООО Цюаньчжоу Чжунцзюй Оборудования Производство, делают ставку не только на железо, но и на поддержку этого самого процесса ?обучения? станка и оператора друг другу.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Четырехосевой интегрированный камнерезный станок мостового типа
Четырехосевой интегрированный камнерезный станок мостового типа -
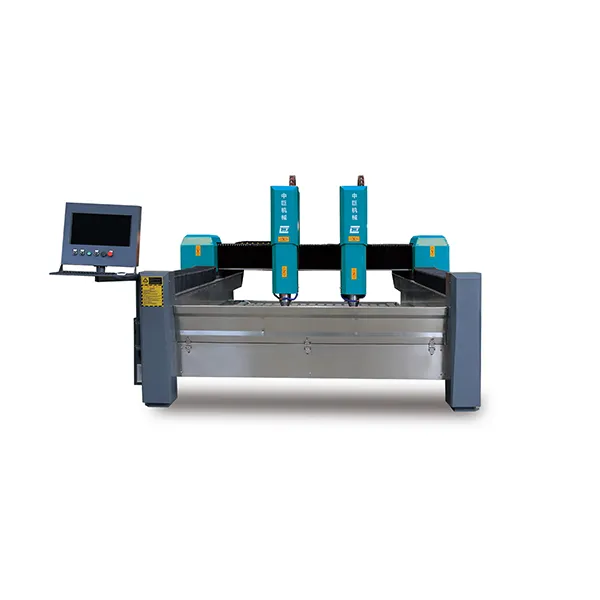 Двухголовочный гравировальный станок
Двухголовочный гравировальный станок -
 Автоматическая полировальная машина для гранитных плит, машина для непрерывного шлифования
Автоматическая полировальная машина для гранитных плит, машина для непрерывного шлифования -
 Инфракрасный мостовой тип камнерезной машины
Инфракрасный мостовой тип камнерезной машины -
 Шахтный станок для распиловки проволоки
Шахтный станок для распиловки проволоки -
 Четырехстоечная инфракрасная мостовая каменная резная машина ZJ800-4D
Четырехстоечная инфракрасная мостовая каменная резная машина ZJ800-4D -
 Мостовой двунаправленный станок для резки камня Высокоточное оборудование для обработки камня
Мостовой двунаправленный станок для резки камня Высокоточное оборудование для обработки камня -
 Мостовая композитная каменная режущая машина, чугунная версия — сверхбольшая модель
Мостовая композитная каменная режущая машина, чугунная версия — сверхбольшая модель -
 Цепной токарный станок для камня Оборудование для обработки камня
Цепной токарный станок для камня Оборудование для обработки камня -
 Полностью автоматическая машина для полировки личи, автоматическая полировальная машина
Полностью автоматическая машина для полировки личи, автоматическая полировальная машина -
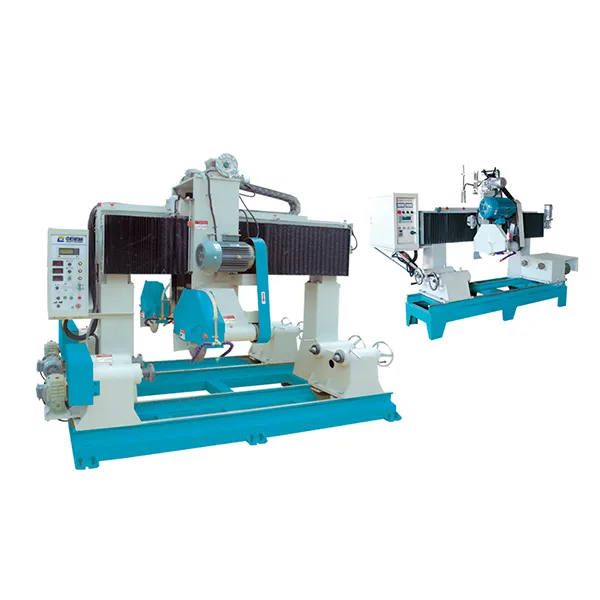
 Ручной полировальный станок
Ручной полировальный станок -
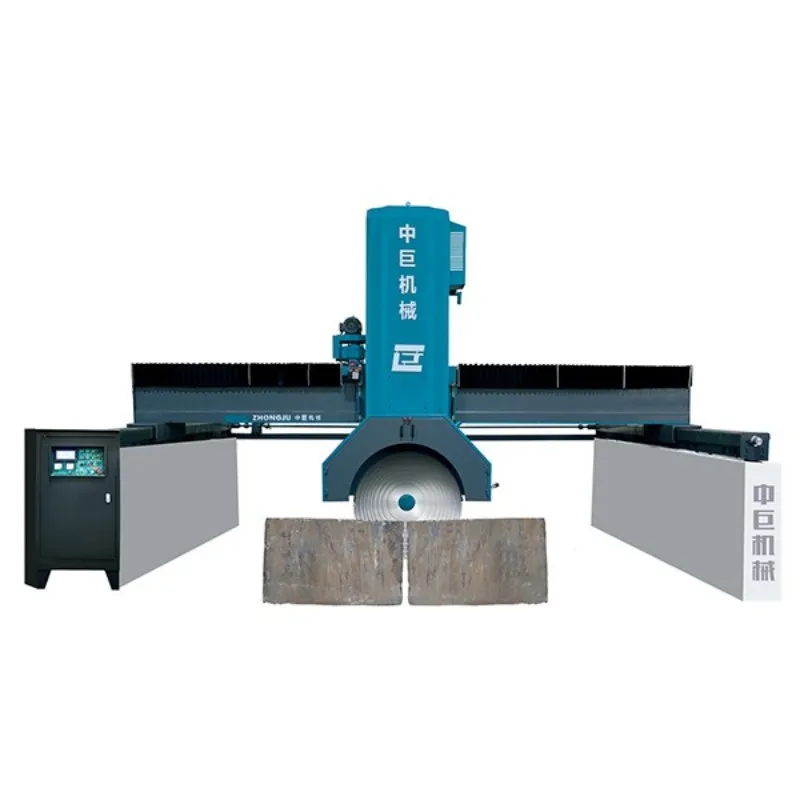
 Мостовая однолезвийная пила для резки камня Высокоточное оборудование для обработки камня
Мостовая однолезвийная пила для резки камня Высокоточное оборудование для обработки камня
Связанный поиск
Связанный поиск- камнерезный станок для кирпича поставщик
- камнерезный станок купить бу
- Канатная пила с ЧПУ
- камнерезный станок elitech
- Станок для полировки плит оптом
- камнерезный станок 350 производитель
- купить гравировальный станок по камню производитель
- Камнерезный станок мостового типа с ЧПУ
- Машина для шлифовки и полировки известкового камня
- Автоматический станок для распиловки проволоки цена





