

ЧПУ камнерезный станок
Когда говорят ?ЧПУ камнерезный станок?, многие сразу представляют себе идеальные срезы и полную автоматизацию. Но на практике, это часто история про компромиссы: между мощностью шпинделя и скоростью подачи, между жесткостью портала и его инерционностью, между ?умным? софтом и реальной твердостью гранита. Частая ошибка — гнаться за максимальными цифрами в паспорте, забывая, что станок работает в цеху, где есть вибрация, пыль и перепады температур. Мой опыт говорит, что ключевое — это не просто купить ?крутой? ЧПУ, а настроить его под конкретный материал и типовые задачи мастерской.
От железа к результату: что на самом деле важно
Возьмем, к примеру, направляющие. Многие производители экономят, ставя роликовые, а не прецизионные шариковые или, тем более, гидростатические. Для резки плитки подойдет, но для фигурного профилирования фасада из твердого песчаника — уже нет. Появится люфт, ?ступенька? на кривой. Приходилось сталкиваться: заказчик ругался на программу, а проблема была в износе направляющих каретки Y. Их поменяли на более надежные, и качество сразу выровнялось. Вот этот момент — диагностика неочевидной причины — и есть та самая ?практика?, которой нет в инструкциях.
Или система охлаждения. Кажется, мелочь. Но если подача воды на резец недостаточная или не в ту точку, алмазный инструмент ?горит? за считанные минуты, особенно в режиме глубокого реза. Видел, как на одном из старых станков умельцы ставили дополнительную форсунку прямо на суппорт, самодельным кронштейном. Работало лучше, чем ?родная? система. Это к вопросу о том, что готовое решение всегда требует адаптации.
Софт — отдельная тема. Дорогой ЧПУ камнерезный станок может поставляться с интерфейсом, который только выглядит современно. А вот импорт сложного DXF-файла с архитектурным декором превращается в мучение — программа ?падает? или некорректно интерпретирует слои. Поэтому сейчас смотрю не на красоту интерфейса, а на совместимость и наличие постпроцессора под конкретный контроллер. Часто спасает старый-добрый ArtCAM, хотя он уже и не поддерживается.
Кейс из практики: когда ожидание не совпало с реальностью
Был у нас проект по изготовлению сложных подоконников с капителью. Взяли для теста не самый дешевый китайский станок с 4-осевой головой. В спецификациях — все прекрасно: и точность позиционирования, и скорость. На деле же выяснилось, что при одновременном движении по четырем осям на высокой скорости контроллер ?захлебывался?, появлялись задержки, и контур получался сбитым. Пришлось вручную в G-коде снижать скорость в определенных блоках, по сути, эмпирическим путем находить ?узкие места? в траектории. Работа была сделана, но сроки сорвали.
Этот случай заставил по-новому смотреть на выбор оборудования. Нельзя просто сравнивать табличные характеристики. Нужно искать отзывы именно под схожие технологические задачи или, что идеально, делать тестовый рез на своем материале. Кстати, некоторые поставщики, вроде ООО Цюаньчжоу Чжунцзюй Оборудования Производство, такое практикуют — могут предоставить стенд для пробного запуска, что серьезно снижает риски. Их сайт zjstonemach.ru — это каталог, но за ним стоит производство в Наньане, в регионе, который не зря называют ?родиной камнеобрабатывающего оборудования?. Там понимают, что станок продается не один раз, а надолго, и его репутация важна.
После того случая мы для сложного профиля перешли на стратегию ?разделяй и властвуй?: сначала черновая обработка на мощном 3-осевом станке, потом чистовая доводка на 4-осевом, но на низких оборотах. Не так быстро, зато надежно и без брака. Иногда ?умное? решение — это не более сложное оборудование, а более продуманная технологическая цепочка.
Мелочи, которые решают все: обслуживание и инструмент
Любой, даже самый продвинутый камнерезный станок с ЧПУ — это не ?черный ящик?, который работает сам по себе. Его нужно чувствовать. Например, по звуку реза можно определить, что алмазный диск затупился или начал ?садиться? подшипник шпинделя. Или по стружке — если она становится слишком мелкой и пылевидной, значит, подача великовата или вода не доходит.
Регулярная промывка системы подачи СОЖ — святое дело. Однажды из-за известкового налета в трубке забилась форсунка, и резец за полчаса работы сжег дорогостоящую заготовку из оникса. Теперь в воду добавляем присадку против накипи, проблема ушла. Таких нюансов — десятки.
И, конечно, инструмент. Экономить на нем — себе дороже. Но и брать самый дорогой — не всегда оправдано. Подобрали для резки кварцита алмазные диски определенной связки, с более открытой структурой. Ресурс увеличился почти на треть по сравнению с ?универсальными?, которые советовал первый поставщик. Здесь как раз полезен опыт производителей, которые сами занимаются R&D. Если взять ту же компанию из Цюаньчжоу, их профиль — это не просто сборка, а исследования и разработка оборудования. Значит, и консультацию по оснастке они могут дать более предметную, от инженеров, а не от менеджеров по продажам.
Будущее? Оно уже здесь, но не для всех
Сейчас много говорят про ?индустрию 4.0?, интеграцию в общую систему управления цехом. Для ЧПУ станка по камню это пока чаще маркетинг. Реальная полезная функция — это удаленный мониторинг состояния и предупреждение оператора о необходимости замены фильтра или проверки уровня масла. Видел такую систему в работе на одном из новых аппаратов — действительно удобно, не нужно постоянно заглядывать в шкаф управления.
Другое перспективное направление — системы оптического сканирования заготовки и автоматической компенсации кривизны слэба. Это уже не фантастика, но цена такого комплекса пока кусается. Для мастерской, которая работает в основном с калиброванным плитняком, это излишество. А вот для предприятия, режущего уникальные мраморные глыбы, — возможность сэкономить на материале и времени.
Поэтому, когда смотришь на новинки, главный вопрос: ?А моя ли это проблема??. Часто оказывается, что апгрейд старого, но добротного станка — установка более точного сервопривода или нового контроллера — дает больший экономический эффект, чем покупка ?самого современного? агрегата с кучей невостребованных функций.
Вместо заключения: мысль вслух
Так что же такое ЧПУ камнерезный станок в 2024-м? Это уже не экзотика, а рабочий инструмент. Но инструмент сложный, требующий не столько программиста, сколько технолога-настройщика с пониманием физики процесса резания и механики. Универсальных решений нет. Оборудование от ООО Цюаньчжоу Чжунцзюй Оборудования Производство или любого другого серьезного завода — это хорошая база, ?железо?. А вот чтобы оно пело, его нужно ?обкатать? под свои условия, свой материал, свои типовые задания. Потратить время на настройку, maybe, даже что-то доработать своими силами.
Самая большая ошибка — думать, что, купив станок, ты купил результат. Нет. Ты купил возможность его достичь. А между возможностью и результатом — тонны пропыленного гранита, литры охлаждающей жидкости, километры пробных траекторий и десятки сломанных фрез. Это и есть работа.
Поэтому, выбирая технику, смотрите не только на стенды выставок, но и на цеха действующих производств. Спрашивайте не ?какая точность?, а ?как она ведет себя после двух лет работы с травертином?. И помните, что лучший станок — это тот, на котором ваш мастер может сделать деталь с закрытыми глазами, потому что он знает каждую его слабинку и каждый его звук. Все остальное — просто металл и провода.
Соответствующая продукция
Соответствующая продукция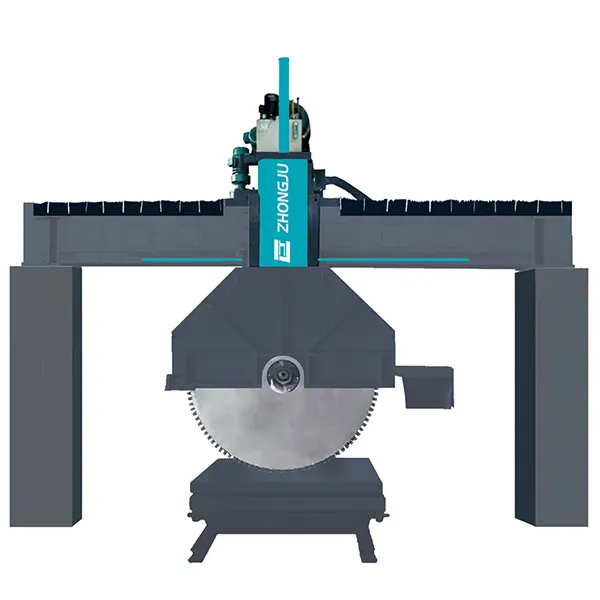




Самые продаваемые продукты
Самые продаваемые продукты-
 Шахтный станок для распиловки проволоки
Шахтный станок для распиловки проволоки -
 Портальный микрокомпьютерный станок для сферической шлифовки
Портальный микрокомпьютерный станок для сферической шлифовки -
 Сверлильный станок
Сверлильный станок -
 Станок для распиловки проволоки специальной формы
Станок для распиловки проволоки специальной формы -
 Гранитная плита автоматическая полировальная машина
Гранитная плита автоматическая полировальная машина -
 Машина для обработки камня подковообразной формы Оборудование для обработки камня
Машина для обработки камня подковообразной формы Оборудование для обработки камня -
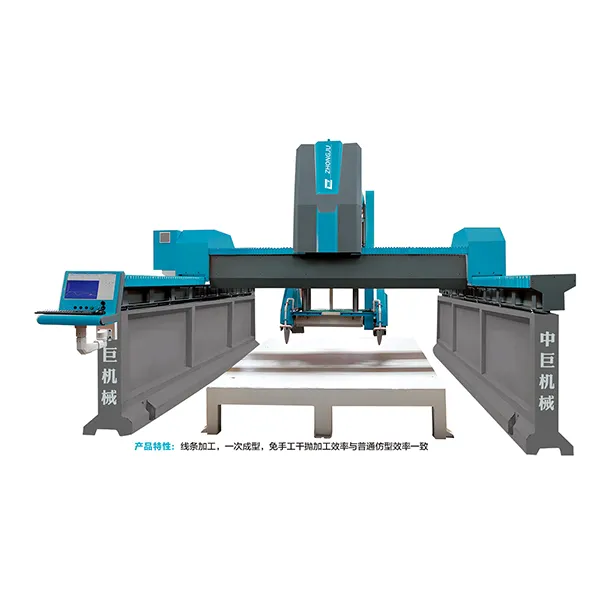
 Трехосная мостовая интегрированная машина для резки камня Оборудование для обработки камня
Трехосная мостовая интегрированная машина для резки камня Оборудование для обработки камня -
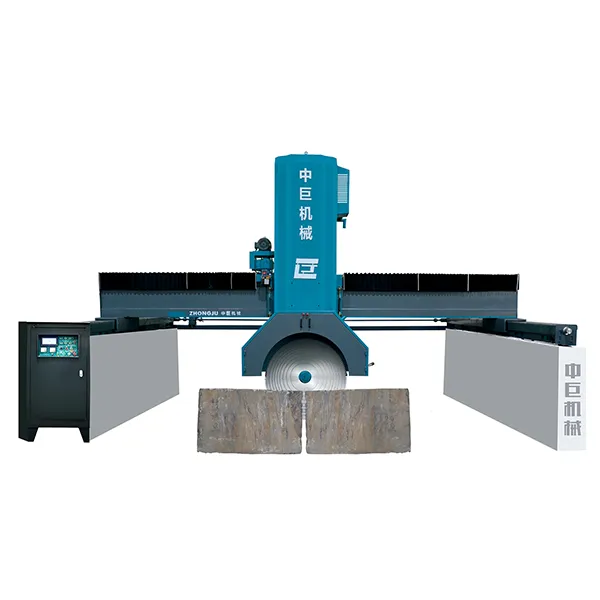
 Четырехстоечная инфракрасная мостовая каменная резная машина ZJ450-4D
Четырехстоечная инфракрасная мостовая каменная резная машина ZJ450-4D -
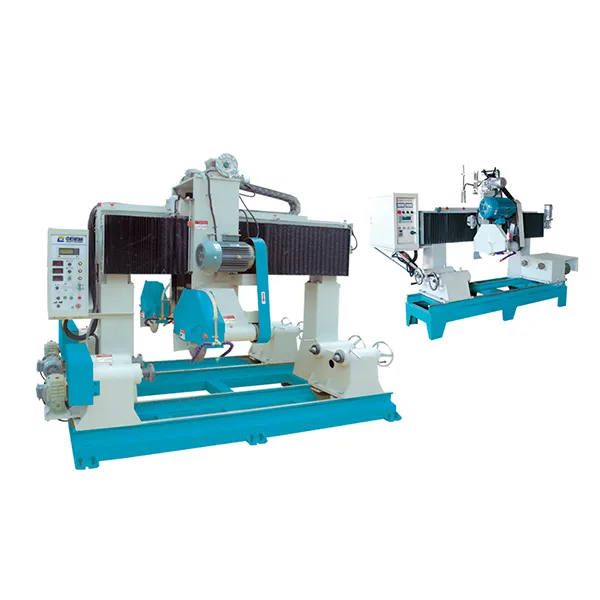 Станок для профилирования балюстрад
Станок для профилирования балюстрад -
 Полностью автоматизированная линия по производству бордюрных камней Оборудование для обработки камня
Полностью автоматизированная линия по производству бордюрных камней Оборудование для обработки камня -
 Придорожная камнерезная машина
Придорожная камнерезная машина -
 Сверлильный станок Оборудование для сверления цилиндрического камня
Сверлильный станок Оборудование для сверления цилиндрического камня
Связанный поиск
Связанный поиск- Алмазная фреза для резки песчаника
- Гусеничный станок для распиловки проволоки б/у
- Машина для шлифовки и полировки придорожного камня
- настольный камнерезный станок поставщик в Китае
- Профилегибочный станок с технологией свободного дна
- Станок для распиловки проволоки специальной формы поставщик в Китае
- гравировальный станок по камню утехин завод
- Камнерезный станок мостового типа цена
- камнерезный станок для кирпича производитель в Китае
- камнерезный станок elitech завод





