

Электрический камнерезный станок
Когда говорят ?электрический камнерезный станок?, многие сразу представляют себе болгарку с алмазным диском — и на этом мысль заканчивается. Это, пожалуй, главное заблуждение. На деле, это целый комплекс решений: от выбора типа реза (мокрый/сухой) и привода, до тонкостей подачи и системы стабилизации. Я много раз видел, как люди покупали мощный агрегат, а потом месяцами не могли выставить его по уровню или подобрать правильную скорость реза для конкретного гранита. Результат — сколы, перегрев диска и разочарование.
Конструкция: где кроются главные проблемы
Основа основ — станина. Казалось бы, что тут сложного? Литая или сварная рама. Но именно здесь чаще всего экономят недобросовестные производители. Легкая станина на тонком профиле будет ?играть? даже при резке толстой плитки. Вибрация — убийца и для диска, и для качества кромки. У нас был случай с одним станком, кажется, из ранних партий какого-то местного завода — резал вроде бы ничего, но через полгода постоянной работы сварочные швы на направляющих начали расходиться. Пришлось усиливать конструкцию самостоятельно.
Второй ключевой узел — система подачи. Ручная, механическая, электрическая. Для художественной резки или небольших объемов ручная подача каретки — это нормально. Но если речь о распиловке слэбов, то без плавной и точной электрической подачи не обойтись. И тут важно смотреть на элемент, который часто упускают из виду — редуктор или систему передачи. Прямой привод от мотора через ремень — это классика, но требует постоянного контроля натяжения. Шестеренчатые передачи в дешевых моделях бывают шумными и подвержены люфту.
И, конечно, электрический двигатель. Не просто мощность в киловаттах, а тип. Асинхронные двигатели — это надежные ?работяги? для стационарных станков с постоянной нагрузкой. Они менее чувствительны к перегреву. Но для мобильных или компактных моделей иногда ставят коллекторные — они легче и дают высокий крутящий момент на низких оборотах, но щетки требуют обслуживания. Видел станки, где из-за плохой вентиляции корпуса коллекторный мотор ?умирал? от перегрева за сезон активной работы.
Мокрый или сухой рез? Это не только про воду
Споры о том, какой способ лучше, бесконечны. Все упирается в материал и условия цеха. Электрический камнерезный станок с системой мокрого реза, по сути, сложнее. Нужен не просто бак и трубка, а эффективная система подачи воды точно в зону реза, защита подшипников вала от влаги, отстойник для шлама. Если вода подается плохо, диск работает ?всухую? и моментально изнашивается. А если система разбрызгивает воду по всему цеху — это проблема для электрики и оператора.
Сухой рез кажется проще — включил и режь. Но это иллюзия. Тут вся нагрузка ложится на сам алмазный диск, рассчитанный на сухую резку, и на систему пылеудаления. Без хорошего промышленного пылесоса, подключенного в непосредственной близости от точки реза, работать невозможно. Мелкодисперсная каменная пыль забивает все: движущие механизмы, двигатель, легкие оператора. Мы пробовали экономить на вытяжке — в итоге за месяц пришлось полностью разбирать и чистить подающий механизм каретки, подшипники заклинило от смеси пыли и конденсата.
Есть и компромиссные решения — станки с возможностью подключения и того, и другого. Но они, как правило, дороже, и их конструкция — это всегда баланс. Часто такая универсальность достигается за счет менее эффективных решений в каждой отдельной конфигурации. Для цеха с четкой специализацией (например, только резка керамогранита) я бы выбрал специализированный станок.
Китайские станки: стереотипы и реальность
У многих до сих пор слово ?китайский? в контексте оборудования вызывает скепсис. Дескать, металл плохой, сборка кривая. Ситуация меняется, и довольно быстро. Да, на рынке много откровенного хлама, но есть и компании, которые всерьез занимаются инжинирингом. Вот, например, смотрю на сайте ООО Цюаньчжоу Чжунцзюй Оборудования Производство (https://www.zjstonemach.ru) — они базируются в Наньане, Цюаньчжоу, а это, можно сказать, эпицентр камнеобрабатывающей индустрии в Китае. Такие производители часто имеют прямой доступ к сырью и компонентам, что снижает стоимость, и при этом вынуждены конкурировать качеством на внутреннем рынке.
Ключевой момент — это не страна происхождения, а конкретный производитель и его подход. Компания, позиционирующая себя как высокотехнологичное предприятие с полным циклом (R&D, производство, продажа), — это уже другой уровень. У них, как правило, есть модельный ряд, а не одна-две модели. Это говорит о наличии инженерного отдела. Я изучал их оборудование — видно, что в некоторых моделях делают упор на массивную литую станину и защищенные электропроводки, что критически важно для влажной среды цеха.
Но и тут без подводных камней не обходится. Даже у хорошего производителя могут быть ?детские болезни? у новой модели. Или особенности, которые не видны на фото. Например, та же система фиксации заготовки. Вроде бы все есть: прижимы, струбцины. А на деле сила прижима недостаточна для тяжелого слэба, или регулировка занимает слишком много времени. Это проверяется только в работе или по отзывам таких же мастеров.
Из личного опыта: когда экономия выходит боком
Хочу рассказать про один наш неудачный опыт. Нужен был дополнительный станок для резки плитняка. Бюджет был ограничен, взяли недорогой электрический камнерезный станок у неизвестного поставщика, пообещавшего ?европейское качество по китайской цене?. Первое, что насторожило — несоответствие заявленной и реальной мощности. Двигатель грелся так, что после 20 минут работы нельзя было руку держать на корпусе. Но главная проблема была в вале, на который крепится диск.
Конструктивно вал был слишком тонким и длинным для заявленного диаметра диска. При нагрузке возникала вибрация, которую не гасила даже массивная станина. Диск ?бил?, рез получался волнообразным. Попытки отбалансировать диск ни к чему не привели. В итоге, мы потеряли кучу материала, несколько дорогих алмазных дисков, а станок отправили на дачу резать бордюрный камень, где точность не нужна. Вывод простой: нельзя экономить на ключевых несущих и вращающихся элементах. Лучше купить станок попроще, но от проверенного бренда, чем мощную ?игрушку? с плохой механикой.
После этого случая мы стали обращать внимание не на красивые характеристики в каталоге, а на такие мелочи, как тип подшипников на главном валу (предпочтительно закрытые, не требующие частого обслуживания), наличие защитных кожухов на ремнях и возможность легкого доступа для чистки. Эти детали многое говорят о продуманности конструкции.
Что в итоге? Критерии выбора для реальной работы
Итак, если резюмировать мой опыт, то при выборе станка я бы сейчас смотрел на следующее. Во-первых, стабильность и вес станины. Можно постучать по металлу, проверить толщину стенок профиля. Во-вторых, репутация производителя. Наличие сайта, внятных технических документов, как у той же ООО Цюаньчжоу Чжунцзюй Оборудования Производство, где видно, что компания специализируется именно на камнеобработке, — это плюс. Гораздо надежнее, чем фирма-однодневка, продающая все подряд.
В-третьих, сервис и наличие запчастей. Сломается ли редуктор или треснет каретка — вопрос времени и интенсивности работы. Важно, чтобы можно было найти чертежи или купить узел, а не выбрасывать весь станок. Некоторые уважающие себя производители, даже китайские, уже имеют склады запчастей в ключевых регионах.
И последнее — не гнаться за избыточными функциями. Нужен станок для точной резки плитки? Берите с хорошей линейкой и системой точной юстировки угла. Для грубой распиловки камня важнее мощность и надежность системы подачи. Универсальный станок ?все в одном? часто оказывается мастером на все руки, но без настоящего мастерства ни в одном из них. Электрический камнерезный станок — это в первую очередь инструмент, а его эффективность определяется тем, насколько точно он подобран под конкретную, ежедневную задачу.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
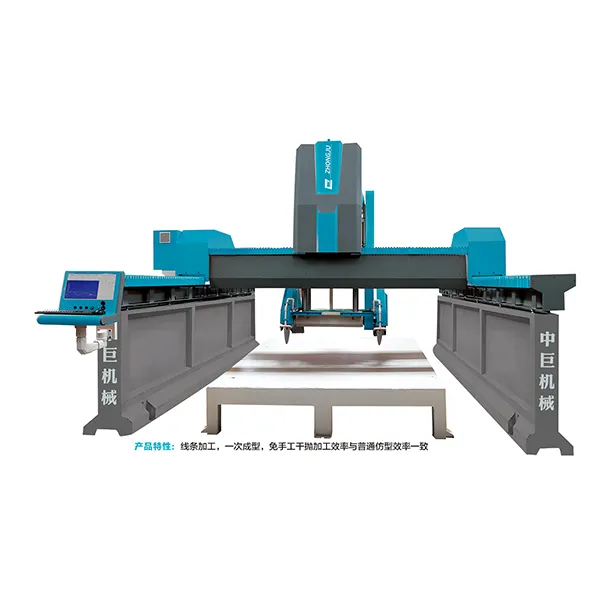
 Пятиосевой интегрированный камнерезный станок мостового типа
Пятиосевой интегрированный камнерезный станок мостового типа -
 Гранитная плита автоматическая полировальная машина
Гранитная плита автоматическая полировальная машина -
 Четырехстоечная инфракрасная мостовая каменная резная машина ZJ450-4D
Четырехстоечная инфракрасная мостовая каменная резная машина ZJ450-4D -
 Мостовая композитная каменная режущая машина, чугунная версия, стандартная модель
Мостовая композитная каменная режущая машина, чугунная версия, стандартная модель -
 Ручная машина для раскалывания камня подковообразной формы
Ручная машина для раскалывания камня подковообразной формы -
 Машина для грубой обрезки и резки блоков Оборудование для обработки камня
Машина для грубой обрезки и резки блоков Оборудование для обработки камня -
 Подкова камень машина
Подкова камень машина -
 Портальный четырехколонный станок для профилирования балюстрад
Портальный четырехколонный станок для профилирования балюстрад -
 Портальный микрокомпьютерный станок для сферической шлифовки
Портальный микрокомпьютерный станок для сферической шлифовки -
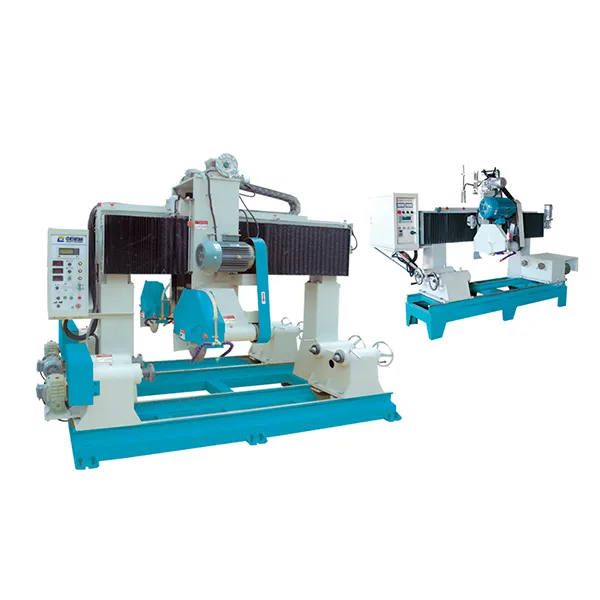 Станок для профилирования балюстрад
Станок для профилирования балюстрад -
 Четырехстоечный инфракрасный мостовой станок для центрального резания
Четырехстоечный инфракрасный мостовой станок для центрального резания -
Четырехстоечная инфракрасная мостовая каменная резательная машина ZJ600-4D
Связанный поиск
Связанный поиск- чпу станок для резки камня производитель в Китае
- камнерезный станок diam 800
- мостовой тип камнерезного станка с ЧПУ
- Станок для распиловки проволоки с ЧПУ оптом
- камнерезный станок diam sk 600 2.2 завод в Китае
- Придорожная камнерезная машина для обочин
- станок для резки камня на авито завод
- Ударно-гравировальный станок по камню
- гравировальный станок по камню своими руками поставщик
- Трехосный станок для распиловки проволоки производитель





